-

자동엣지밴딩기 SH-300
- 합판에 엣지를 자동으로 부착하고 마감한다.
- 0.45mm 엣지 전용 밴딩 작업을 진행 할 수 있도록 구성되어 있다.
- 고객의 요구 사항에 따라 공정사양 변경이 가능하다.
-
공정/유닉/특징
-
엣지접착

엣지를 합판에 부착하고 롤러를 이용하여 압착한다.
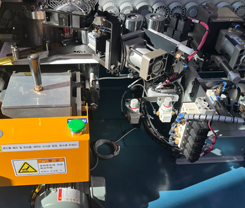
본드통과 본드롤러의 구동모터가 일체형으로 본드접착시 최소압력으로 균일한 본드도포 가능
-
1차 앤드커팅
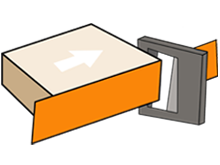
접착된 엣지 앞부분을 합판 길이와 일치되게 자른다.
칼날 앤드컷팅은 엣지를 받쳐준 상태에서 당겨서 절단하는 방식으로 엣지의 손상을 최소화 함
-
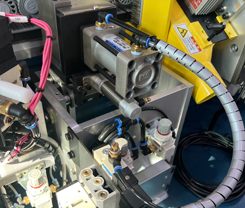
0.45mm 칼날트리밍
칼날을 이용하여 엣지 상하부를 마감한다.

0.5R 칼날을 적용하여 부드러운 마감 작업 에어를 이용하여 엣지조각 깔끔하게 배출
-
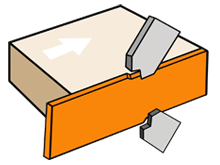
2차 앤드커팅
접착된 엣지 뒷부분을 합판 길이와 일치되게 자른다.

칼날 앤드컷팅은 엣지를 받쳐준 상태에서 당겨서 절단하는 방식으로 엣지의 손상을 최소화 함
-
버핑
상하 접착면에 묻어 있는 본드를 닦아준다.

회전하는 버핑천이 제품면에 남아있는 본드를 닦아 제거함
-
-
장비 공정 영상
※ RT커팅, 모터트리밍, 스크래핑, 우라홈이 해당되지 않는다. -
기본 장비제원
모델 SH-300 크기(L*W*H) 4250 * 1000 * 1400 진행속도 16m/min(옵션 20m/min) 전기용량 220/380V 10KW 사용공압 6kgf/cm2 이상 기본작업가능엣지 0.45mm 연질 작업가능합판두께 9~50mm(80mm 옵션) 제품투입간격 100mm 작업가능 합판 최소 폭 50mm 제어방식 리미트센서 ※ 고객의 요구사항에 따라 작업 가능한 엣지 사양(옵션) 변경 가능합니다.